Hydraulisten sylinterien merkitys ulottuu niiden toiminnallisuuksien ulkopuolelle kattamaan niiden monimutkaiset suunnittelu- ja valmistusprosessit. Tämä kattava opas tutkii hydraulisen sylinterin tuotannon maailmaa, joka kattaa kaiken näiden komponenttien perusrakenteesta monimutkaisiin valmistusmenetelmiin. Sen tavoitteena on korostaa hydraulisten sylinterien tuotantoon liittyviä monimutkaisuuksia ja hienouksia korostaen niiden keskeistä roolia nykyaikaisessa teollisuudessa ja jatkuvissa tekniikan kehityksissä tällä alalla.
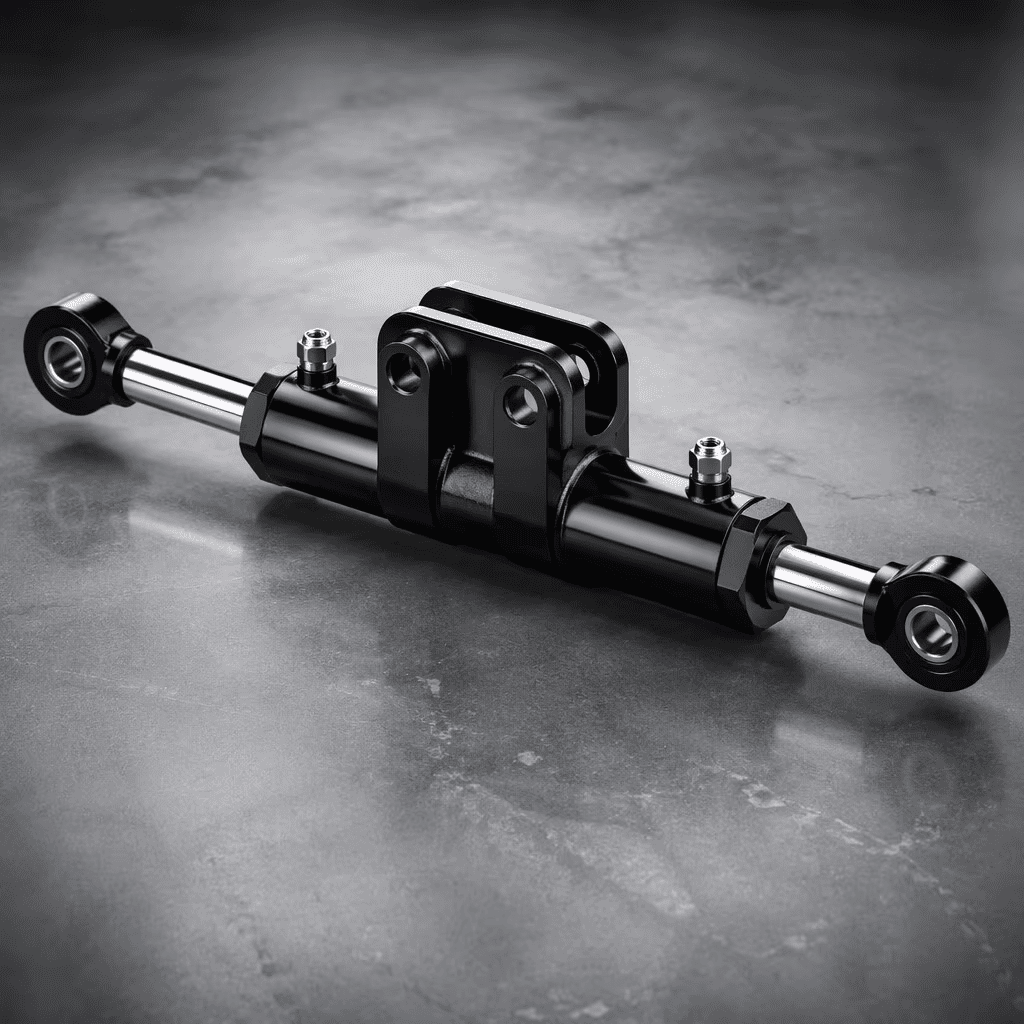
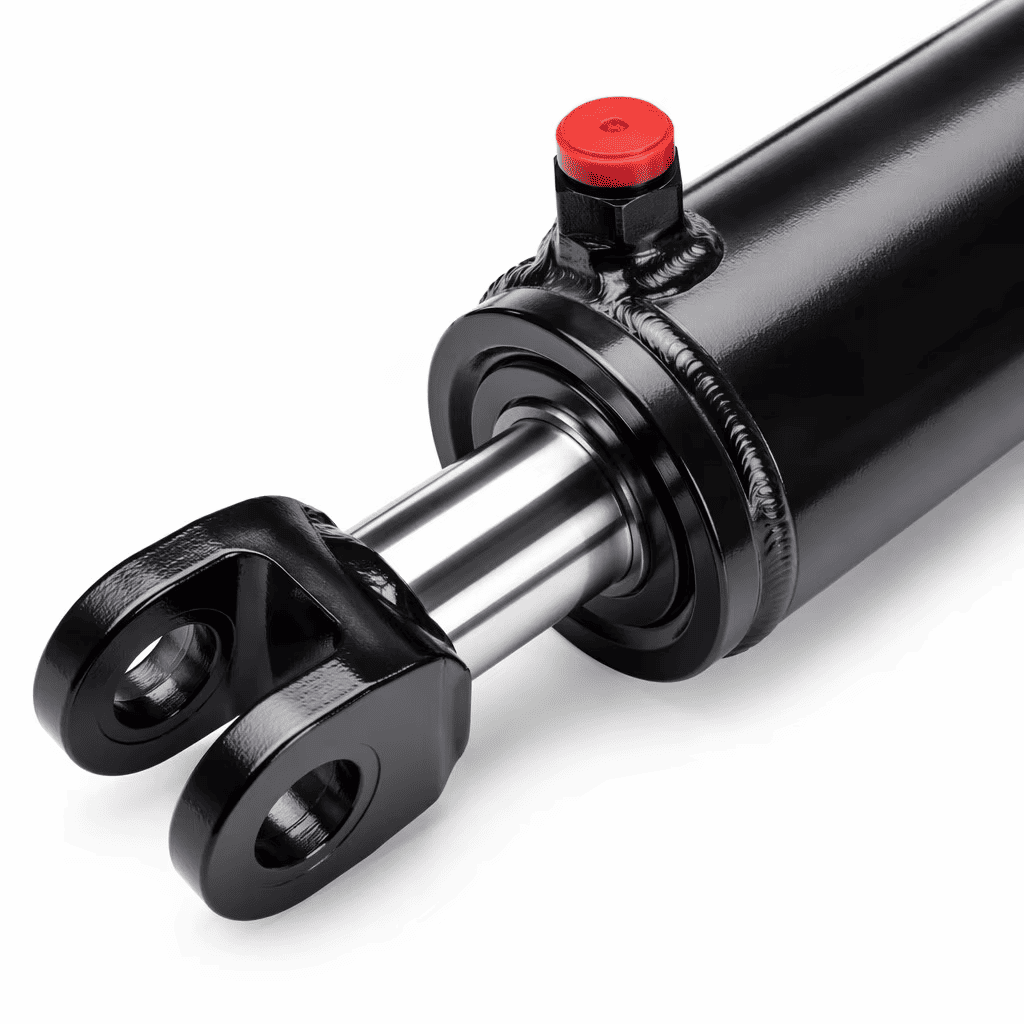
Hydraulisen sylinterin tuotannon hienostuneisuuden ymmärtämiseksi on välttämätöntä ensin ymmärtää sen anatomia. Hydraulisylinteri koostuu useista keskeisistä osista, joista kukin palvelee kriittistä toimintoa sen toiminnassa. Näihin pääkomponentteihin kuuluvat tynnyri, mäntä, männän sauva, pää, pohja ja tiivisteet. Tynnyri toimii sylinterin rungona, jossa on mäntä ja mäntä sauva. Sen on oltava vankkaa ja kestävää kestämään hydraulisen nesteen aiheuttama sisäinen paine. Tynnyrin sisällä mäntä liikkuu edestakaisin jakamalla sylinterin molemmat puolet. Männän sauva, joka ulottuu männästä sylinterin pään läpi, muuntaa männän lineaarisen liikkeen käyttökelpoiseksi työksi. Tynnyrin pää ja pohjakatto, joka sisältää hydraulisen nesteen ja tukee mäntätangoa. Näiden komponenttien materiaalivalinta on ratkaisevan tärkeää ja vaihtelee sylinterin spesifisen sovelluksen mukaan. Esimerkiksi ruostumattomasta teräksestä voidaan valita syöttämistä syövyttävissä ympäristöissä sen vuoksi, että sen vastustuskyky on ruoste ja heikkeneminen.
Korkean lämpötilan sovelluksissa valitaan materiaalit, jotka kykenevät kestämään lämmön laajenemista ja stressiä.
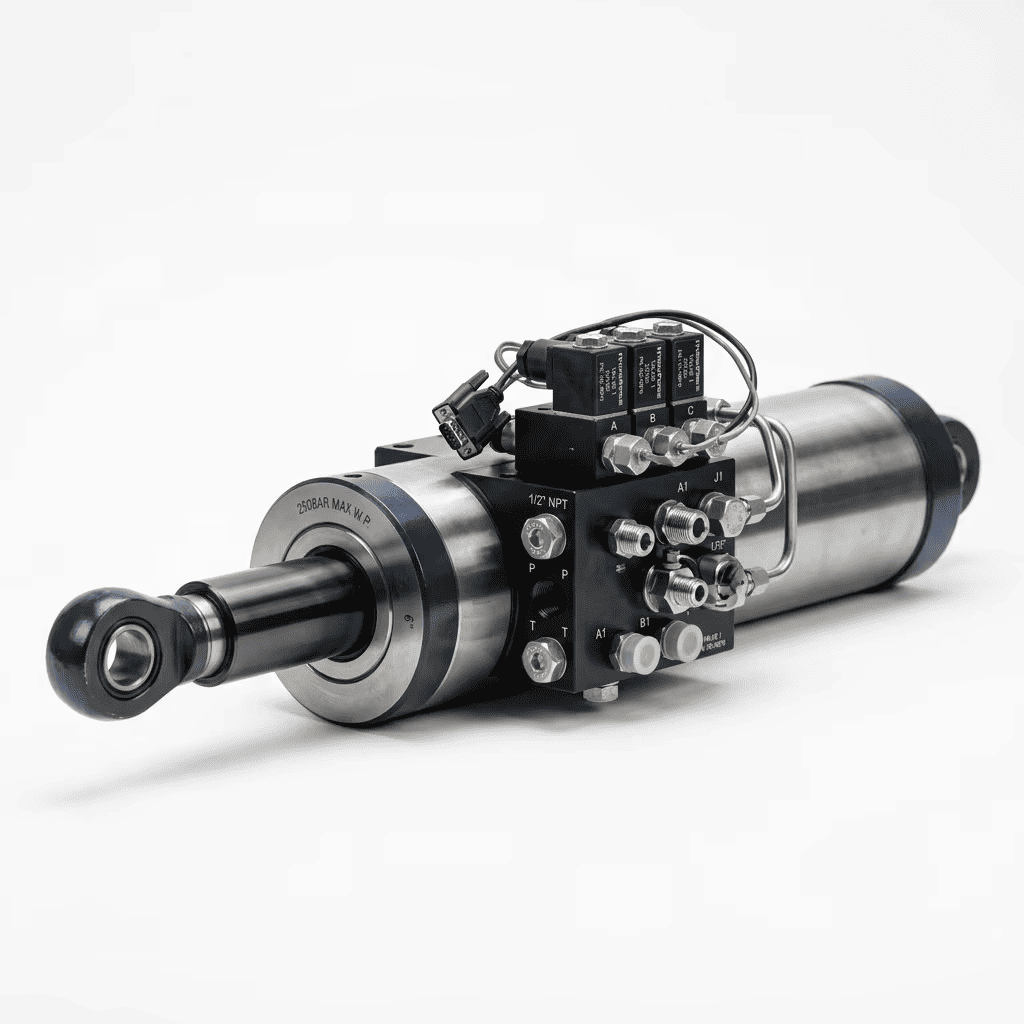
Suunnittelun näkökohdat ovat myös tärkeä osa hydraulisylinterin tuotantoa. Tekijät, kuten kuormitus, iskun pituus, käyttöpaine ja lämpötilaolosuhteet, määrittävät sylinterin suunnittelun. Esimerkiksi hydraulisessa puristimessa käytettävällä sylinterillä on erilaiset eritelmät verrattuna ilmailualan sovelluksissa käytettyyn. Insinöörien on myös otettava huomioon näkökohdat, kuten asennustyyli ja käytettävä hydraulisen nesteen tyyppi, jotka kaikki vaikuttavat sylinterin lopulliseen suunnitteluun ja suorituskykyyn.
Hydraulisylinterin tuotannon ytimessä on suunnitteluvaihe, jossa ideat ja vaatimukset käännetään konkreettiseen suunnitelmaan. Tämä olennainen prosessi alkaa perusteellisella analyysillä hydraulisylinterin aiotusta levityksestä. Insinöörit arvioivat erilaisia tekijöitä, kuten sylinterin kuormakapasiteetti, koko, käyttöpaine ja erityiset ympäristöolosuhteet, joita se kohtaa. Esimerkiksi korkean lämpötilan ympäristölle suunniteltu sylinteri voi vaatia erilaisia materiaaleja kuin vedenalaisen käyttöön tarkoitettu.
Tässä vaiheessa edistyneellä suunnitteluohjelmistolla on ratkaiseva rooli. Näiden työkalujen avulla suunnittelijat voivat kokeilla erilaisia kokoonpanoja, tunnistaa stressipisteitä ja optimoida sekä suorituskyvyn että kustannustehokkuuden suunnittelun. Tarkkuus on avain tässä vaiheessa, koska jopa pienet väärät laskelmat voivat vaikuttaa merkittävästi sylinterin toiminnallisuuteen.
Kun hydraulisylinterin kiinteä malli on vahvistettu, painopiste siirtyy sitten materiaalin hankintavaiheeseen. Tämä vaihe sisältää huolellisen materiaalien valikoiman niiden ominaisuuksien ja sovelluksen erityisvaatimusten perusteella.
1. metallin valinta tynnyrille:
Hydraulisylinterin tynnyrin on kyettävä kestämään sisäiset paineet ja vastustamaan kulumista ajan myötä. Yleisesti käytettyjä materiaaleja ovat teräs ja ruostumaton teräs, jotka on valittu niiden lujuuteen ja kestävyyteen. Joissakin sovelluksissa, joissa paino on kriittinen tekijä, alumiini voidaan valita sen kevyelle luonteelle.
2. Pistonien oikean metallin poistaminen:
Pistonien on oltava vankka ja kykenevä ylläpitämään muotoa vaihtelevilla paineilla. Materiaalit, kuten hiiliteräs ja valurauta, ovat suosittuja valintoja niiden lujuuden ja muodonmuutoksen kestävyyden vuoksi.
3.Piston sauvan materiaalin valinta:
Männän sauva, joka on altistunut ulkoisille ympäristöille, vaatii korkean taivutuksen ja korroosion kestävyyden. Usein käytetään erittäin lujaa terästä, joskus kromipinnoitteilla tai muilla pintakäsittelyillä korroosionkestävyyden ja pinnan kovuuden parantamiseksi.
4. laatutiivisteiden ja muiden komponenttien löytäminen:
Päämetallikomponenttien lisäksi laatutiivisteiden (kuten O-renkaiden ja tiivisteiden) hankkiminen on yhtä tärkeää. Näiden tiivisteiden on oltava yhteensopivia käytössä olevan hydraulisen nesteen kanssa ja kykenevä kestämään käyttöpaineet ja lämpötilat.
5. Ympäristö- ja sovelluskohtaiset tekijät:
Ympäristöissä, joille on ominaista korkea kosteus tai syövyttävät olosuhteet, materiaalit, joilla on parantunut korroosionkestävyys, ovat välttämättömiä. Samoin korkeat lämpötilaan liittyvät sovellukset valitaan materiaalit, jotka kestävät lämmön laajenemisen.
Laadukkaiden materiaalien hankkimisen jälkeen seuraava kriittinen vaihe hydraulisylinterin tuotannossa on koneistus- ja kokoonpanoprosessi. Tämä vaihe muuttaa hankitut materiaalit hydraulisylinterin olennaisiksi komponenteiksi käyttämällä tarkkoja ja edistyneitä koneistustekniikoita.
1. raaka -aineiden leikkaaminen
Ensimmäinen vaihe hydraulisten sylinterien fysikaalisessa tuotannossa on raaka -aineiden leikkaaminen. Tämä perustava vaihe asettaa sävyn koko valmistusprosessin laatuun ja tarkkuuteen.
Parsien leikkaaminen suunnittelumäärityksille: Raaka -aineet, tyypillisesti erilaiset teräs- tai muut metallit, leikataan erityisiksi muodoiksi ja kokoiksi yksityiskohtaisten suunnittelumääritysten mukaisesti. Tarkkuuden ja konsistenssin varmistamiseksi käytetään tarkkuutta leikkaustyökaluja ja konetta, kuten CNC-koneita, laserleikkureita tai vesjeskinleikkausjärjestelmiä.
Komponenttien yhteensopivuuden muuttaminen: Leikkauksen tarkkuus ei tarkoita pelkästään mittojen noudattamista; Se on myös ratkaisevan tärkeää varmistaa eri komponenttien yhteensopivuus, joka kootaan hydraulisylinterin muodostamiseksi. Tarkka leikkaus varmistaa, että osat, kuten sylinterin tynnyri, mäntä ja mäntä, sopivat saumattomasti yhteen, mikä on välttämätöntä sylinterin tehokkaalle toiminnalle.
Materiaalien käyttö ja jätteiden minimointi: Tämän vaiheen aikana materiaalien tehokkaan hyödyntämisen katsotaan minimoimaan jätteet. Edistyneitä leikkaustekniikoita ja huolellista suunnittelua käytetään maksimoimaan sato jokaisesta materiaaliorasta.
Suoritus jatkokäsittelyä varten: Leikkausmateriaalit valmistetaan sitten seuraaville prosesseille, kuten koneistus, hitsaus ja kokoonpano. Tämä valmistelu voi sisältää puhdistuksen, hävittämisen ja merkinnän tunnistamista varten.
2.Kromattu ja kääntyminen
Tämän vaiheen hydraulisylinterin tuotantoprosessissa pyrkii parantamaan tiettyjen komponenttien, erityisesti männän sauvien kestävyyttä ja toiminnallisuutta.
Kromipinnoitus: Kromipinnoitus on ratkaiseva prosessi, jossa ohut kromikerros elektroplingoituu männän sauvojen pintaan. Tämä kerros toimii korroosiota vastaan suojaavana esteenä, joka on erityisen tärkeä ympäristöissä, joissa sylinteri voi olla alttiina kosteudelle tai syövyttäville aineille. Lisäksi kromikerros parantaa sauvan esteettistä vetovoimaa, mikä antaa sille kiiltävän, kiillotetun ulkonäön.
3.Tyrning
Kromipinnoituksen jälkeen mäntätangot läpikäyvät kääntöprosessin. Kääntyminen sisältää sauvojen muotoilun tarkkaan mitoihin ja toleransseihin, kuten suunnittelussa määritetään. Tämä prosessi suoritetaan tyypillisesti sorvilla, jossa sauva pyöritetään leikkaustyökaluja vastaan ylimääräisen materiaalin poistamiseksi ja halutun halkaisijan ja pinnan viimeistelyn saavuttamiseksi. Kääntymisen kautta saavutettu sileys on kriittinen männän sauvan toiminnassa sylinterin tynnyrissä, koska se vähentää kitkaa, mikä mahdollistaa sileämmän liikkeen ja minimoi sekä sauvan että sylinterin sisäisten tiivisteiden kulumisen.
4.Kokotetut pensaat hitsaus
Kierteisten hitsien ja muiden kalusteiden hitsaus on ratkaiseva vaihe hydraulisen sylinterin valmistusprosessissa, koska siihen sisältyy vahvojen, tarkkojen nivelten luominen, jotka ovat välttämättömiä sylinterin kokoonpanolle ja yleiseen eheyteen.
Welding -tekniikat ja -laitteet: Edistyneet hitsaustekniikat, kuten TIG (volframi -inertti kaasu) hitsaus tai MIG (metalli -inertti kaasu) hitsaus, käytetään yleisesti kiinnittämään kierteiset holkit sylinterikomponentteihin. Nämä tekniikat valitaan niiden tarkkuuden ja voiman vuoksi. Hitsausmenetelmän valinta riippuu usein komponenttien materiaalista ja hydraulisylinterin erityisvaatimuksista.
Vahvojen nivelten muuttaminen: Hitsatut nivelet tarkistetaan huolellisesti sen varmistamiseksi, että ne eivät ole virheitä, kuten halkeamia tai huokoisuutta. Vahva hitsaus on kriittinen hydraulisylinterin kestävyyden ja turvallisuuden kannalta. Hitsausprosessiin sisältyy tyypillisesti lämpötilan hallinta ja täyteaineiden käyttäminen, jotka ovat yhteensopivia perusmateriaalien kanssa vankan sidoksen varmistamiseksi.
Post-hitsauskäsittelyt: Hitsauksen jälkeen komponentit voivat käydä hitsauksen jälkeisiä hoitoja, kuten stressin lievittämistä tai lämmönkäsittelyä. Nämä prosessit auttavat vähentämään jäännösjännityksiä ja parantamaan hitsausalueen voimaa ja sitkeyttä.
5.Tube -kääntyminen
Putken kääntämisprosessi on kriittinen vaihe putkien muotoilussa, jotka muodostavat hydraulisylinterin tynnyrin. Tämä vaihe keskittyy tarkkuuteen ja huomioihin yksityiskohtiin varmistaen, että putket täyttävät halkaisijan ja pintakäsittelyn tarkat tiedot.
Oikean halkaisijan katkaiseminen: Putken kääntö sisältää sorvien tai kääntökeskusten käyttöä materiaalin poistamiseksi putkien ulkopuolelta, jolloin ne saadaan määritettyyn halkaisijaan. Oikea halkaisija on välttämätön männän ja muiden sisäisten komponenttien asianmukaiseen sovittamiseen, varmistaen sileän käytön ja vuotojen estämisen.
Pinnan sileyden muuttaminen: Kääntöprosessin tavoitteena on myös saavuttaa korkea pinnan sileys. Sileä sisäpinta vähentää kitkaa liikkuvien osien välillä, mikä parantaa sylinterin tehokkuutta ja elinikäistä. Sileys on myös ratkaisevan tärkeä hydraulijärjestelmän tehokkaalle tiivistymiselle, koska putken pinnalla olevat puutteet voivat johtaa vuotoihin ja suorituskykyyn.
Enusmaksu ja konsistenssi: Putken halkaisijan ja pintapinnan konsistenssi koko pituuteen on välttämätöntä hydraulisylinterin tasaiselle suorituskyvylle. Edistynyt käännöslaite, usein tietokoneohjattuja, varmistaa tämän konsistenssin tuottaen putket, jotka ovat tasaisia mitta ja laatu.
6.Bottomit ja tarvikkeet hitsaus putkissa
Pohjojen ja välttämättömien tarvikkeiden hitsaaminen putkiin on ratkaiseva vaihe hydraulisten sylinterien valmistuksessa. Tämä prosessi käsittää päätykantojen ja muiden komponenttien kiinnittämisen putkeen, joka muodostaa sylinterin rungon, varmistaen, että se on suljettu ja kykenee toimimaan korkean paineessa.
Hakevat pohjat putkiin: Päätykorkit tai pohjat hitsataan putken yhteen tai molemmille päähän. Tämä tehtävä vaatii tarkkuutta, koska hitsien on oltava vahvoja ja vuotojen kestäviä kestämään hydraulisen nesteen sisäisen paineen. Hitsien laatu on välttämätön sylinterin eheyden ja turvallisuuden ylläpitämiseksi. Jos pohjat eivät ole hitsattu oikein, ne voivat epäonnistua paineen alaisena aiheuttaen merkittäviä riskejä sekä laitteille että käyttäjille.
Täätöä tarvikkeet: Pohjojen, muiden lisävarusteiden, kuten kiinnityskiinnikkeiden, hydraulisen nesteen pääsyn ja poistumisen portit, lisäksi myös putkeen hitsataan. Nämä komponentit on sijoitettava ja kiinnitettävä suurella tarkkuudella asianmukaisen kohdistamisen ja toiminnallisuuden varmistamiseksi lopullisessa kokoonpanossa.
Suljetun sylinterin rungon muuntaminen: Hitsausprosessi suoritetaan huolellisesti, jotta varmistetaan, että sylinterin runko on täysin suljettu. Tämä tiivistys on kriittinen sylinterin tehokkaalle toiminnalle, koska mikä tahansa hydraulisen nesteen vuoto voi johtaa tehon ja tehokkuuden menetykseen. TIG (volframi-inertti kaasu), kuten TIG (volframi-inertti) hitsausta, käytetään yleisesti, koska ne tarjoavat voimakkaita, tarkkoja hitsauksia, jotka sopivat korkeapaineisiin sovelluksiin.
7.Polish

Hydraulisylinterin tuotannon kiillotusvaihe on tärkeä prosessi, joka seuraa hitsausta, jonka tavoitteena on parantaa sekä esteettistä vetovoimaa että komponenttien toiminnallista laatua.
Suilevan viimeistelyn saavuttaminen: kiillotus suoritetaan ensisijaisesti hydraulisylinterikomponenttien, etenkin hitsattujen hydraulisylinterikomponenttien ulkoisten pintojen tasoittamiseksi. Tähän prosessiin sisältyy hioma -aineiden käyttö hitsausrokoiden, hapettumiskerrosten ja pinnan puutteiden poistamiseksi. Tavoitteena on saavuttaa yhtenäinen, sileä viimeistely, joka ei vain näytä ammattimaiselta, vaan minimoi myös korroosion ja aineellisen väsymyksen riskin.
Laitosten valmistus: Joissakin tapauksissa kiillotus toimii valmistelevana askeleena lisäpintakäsittelyille, kuten maalaus, pinnoite tai pinnoitus. Sileä, puhdas pinta varmistaa näiden käsittelyjen paremman tarttumisen ja tehokkuuden.
8.Säätä
Asennus- tai kokoonpanovaihe hydraulisylinterin tuotannossa on siellä, missä eri koneistetut ja käsiteltyjä komponentteja yhdistetään kokonaisyksikön muodostamiseksi.
Ydinkomponenttien kokoaminen: Kokoonpanoprosessi sisältää hydraulisylinterin pääkomponenttien kokoamisen: mäntä, männän sauva, tiivisteet ja sylinterin runko (putki). Jokainen komponentti on asennettava huolellisesti oikeaan järjestykseen ja suuntaan. Tyypillisesti mäntä on kiinnitetty männän sauvaan, ja tämä kokoonpano asetetaan sitten sylinterirunkoon.
Tiivisteiden ja tiivisteiden asentaminen: Tiivisteet ja tiivisteet ovat tärkeitä sylinterin hydraulisen eheyden ylläpitämiseksi. Ne estävät hydraulisen nesteen vuotamisen ja varmistavat, että sylinteri voi tuottaa ja kestää vaaditun paineen. Näiden tiivisteiden asentaminen vaatii tarkkuutta vaurioiden välttämiseksi ja sen varmistamiseksi.
Ulkoisten komponenttien kiinnittäminen: Kun sisäinen kokoonpano on valmis, kiinnitetään ulkoiset komponentit, kuten päätykannat, asennuskiinnikkeet ja portit hydraulisten liitäntöjen suhteen. Nämä komponentit kiinnitetään usein tai hitsataan sylinterirunkoon, ja niiden turvallinen kiinnitys on elintärkeää sylinterin yleisen toiminnallisuuden ja turvallisuuden kannalta.
9. Maalaus
Hydraulisylinterin tuotannon maalausvaihe on viimeinen vaihe, joka lisää lopputuotteeseen sekä esteettisen arvon että suojatoiminnallisuuden.
Seteettisen vetoomuksen lisääminen: Maalaus tarjoaa hydraulisylinterille kiillotetun, ammatillisen ulkonäön, joka voi olla ratkaisevan tärkeä asiakastyytyväisyydelle ja tuotemerkin havainnolle. Hyvin valmistunut tuote merkitsee usein korkeaa laatua, ja maalaus mahdollistaa räätälöinnin yritysvärillä tai suunnittelemallilla, mikä parantaa tuotteen markkinoiden vetovoimaa.
Suojauskerros ympäristöelementtejä vastaan: Maali toimii esteenä ympäristötekijöiden, kuten kosteuden, pölyn, kemikaalien ja UV -säteilyn kanssa. Tämä suoja on erityisen tärkeä sylintereille, joita käytetään ulkotiloissa tai ankarissa teollisuusympäristöissä. Suojaamalla korroosiolta ja kulumiselta maali pidentää hydraulisylinterin elinaikaa varmistaen, että se pysyy toiminnallisena ja ylläpitää eheyttä ajan myötä.
Soveltumisprosessi: Ennen maalausta sylinterin pinta on tyypillisesti käsitelty öljyjen, pölyn tai muiden epäpuhtauksien poistamiseksi. Tämä valmistelu voi sisältää rasvanpoistoa, hiekkapuhallusta tai pohjamaalin levittämistä. Maali- ja levitysmenetelmä (ruiskutus, upotus jne.) Riippuu sylinterin materiaalista, sen tarkoitetusta käytöstä ja ympäristöstä, jossa se toimii.
Drying ja kovetus: Kun maali on levitetty, sylinteri kulkee kuivaus- ja kovetusprosessin läpi. Maalityypistä riippuen tähän voi sisältyä uunin tai lämmönvalaisin käyttäminen kovettamisen kiihdyttämiseksi tai sen salliminen kuivua luonnollisesti hyvin ilmastoidulla alueella.
Tässä kattavassa oppaassa olemme tutkineet hydraulisen sylinterin tuotannon monimutkaista maailmaa paljastaen valmistusprosessin kaikki kriittiset vaiheet. Hydraulisilla sylintereillä on tärkeä rooli monilla aloilla, ja niiden tuotantoprosessin ymmärtäminen on välttämätöntä jokaiselle asiakkaalle.